多能工化とは?製造業での進め方・スキルマップ活用と育成計画への落とし込み方

「多能工化を推進したいが、誰から・何のスキルから始めればいいかわからない」「育成計画を作っても現場に定着しない」——こうした声は製造業の人事・製造部門から頻繁に聞かれます。根本にある問題は共通しています。多能工化の取り組みが、現在のスキル状況の把握なしに進められているということです。
多能工化は、スキルマップで現状を可視化し、ギャップが大きく・リスクの高い工程から優先的に育成計画を組み立てることで、初めて機能します。本記事では、多能工化の定義と製造業で求められる背景から、スキルマップを活用した4ステップの進め方・よくある失敗と対策まで、実務に直結する形で解説します。
多能工化とは?マルチスキル化との違い
多能工化の定義と背景
多能工化とは、1人の従業員が複数の業務・工程を担当できるようにする取り組みです。「マルチスキル化」とほぼ同義で使われますが、製造現場では「多能工化」、人事・IT領域では「マルチスキル化」と呼ばれることが多い傾向があります。
「多能工」はトヨタ自動車工業(現トヨタ自動車)の大野耐一氏が考案した「トヨタ生産方式」に起源を持ちます。当時、紡績工場では1人が複数種類の機械を扱っていたのに対し、自動車工場では1人1台が常識でした。「1人が1機械しか使えない状況が生産性アップを妨げている」と気づいた大野氏が、複数の機械を操作できる仕組みをつくり上げたのが始まりです。
多能工と対になる概念が「単能工」です。1つの業務に専従することで専門性を高めやすい反面、業務が属人化しやすく、担当者の突発的な不在や退職で誰も代替できないリスクを抱えます。多品種少量生産が主流となった現代では、単能工だけで構成された現場は変化対応力に乏しく、多能工化の重要性が高まっています。
なお、製造現場では「多能工」と「多工程持ち」を区別することがあります。多能工が溶接・検査・組立など異なる職種をまたいでスキルを持つ概念であるのに対し、多工程持ちは切削→研磨→仕上げといった連続する工程を上流から下流まで一貫して担当するスタイルを指します。多工程持ちを推進することで1人が工程間の待機なく作業を進められるようになり、ライン全体の最適化が進みます。本記事ではこれらをあわせて「多能工化」として解説します。
多能工化が製造業で求められる3つの理由
理由1:人手不足・高齢化・技術継承の危機
2025年問題(団塊世代の後期高齢者化)により、製造現場では熟練工の大量退職が続いています。ベテランが持つ暗黙知が組織から失われる前に、若手・中堅に継承する手段として多能工化は不可欠です。技術継承の課題と具体的な対策については「技術継承とは?製造業での課題・方法・スキルマップを活用した実践手順」もあわせてご参照ください。
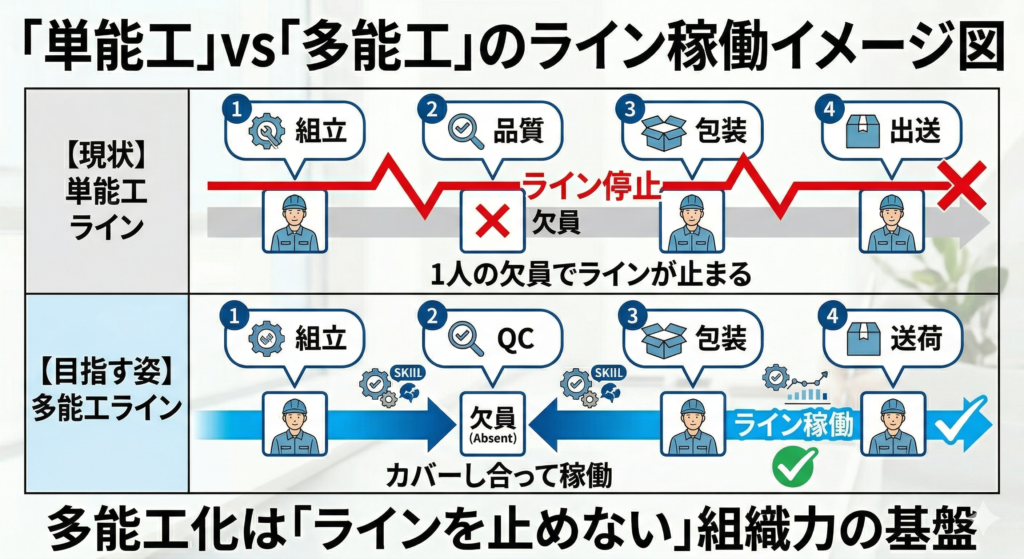
理由2:生産ラインの柔軟性確保
多品種少量生産への対応や、欠員・繁忙期への柔軟な対処には、複数工程を担当できる人材が必要です。担当者が1名しかいない工程は、その1名の不在だけで生産が止まるリスクを抱えます。多能工化は「ラインを止めない」組織力の基盤です。
理由3:働き方改革と従業員エンゲージメント向上
特定の従業員に業務負荷が集中する状況を解消し、相互にカバーできる体制は残業削減にも直結します。また、複数のスキルを身につけた従業員が、自分の成長を実感できる環境は職場定着にも寄与します。
多能工化のメリットとデメリット
メリット
生産性と柔軟性の向上:繁忙期や欠員時に最適な工程へ人員を再配置できるため、ラインの稼働率と生産継続性が高まります。
技術継承の加速:複数の人員が同じ工程スキルを保有することで、熟練者の退職リスクに先手を打てます。
業務の可視化によるリスク発見:多能工化の過程でスキルや業務フローが明文化され、これまで見えていなかったボトルネックや属人化リスクを発見できます。
チームワークと相互理解の向上:他の工程を経験することで、従業員が互いの業務への理解を深め、協力体制が生まれます。
デメリット
導入初期の生産性低下:新しいスキルの習得期間中は、教育を受ける側も指導者側も通常業務と並行してOJTを行うため、一時的に業務効率が落ちます。事前に短期的な生産性低下を見込んだ計画が必要です。
適正な評価制度がなければモチベーションが低下する:複数の業務を担えるようになっても正当に評価されなければ、「仕事が増えるだけ」という不満が生まれます。スキルアップと処遇・配置が連動する評価制度の整備が必須です。
統率・管理の仕組みが必要:誰もが判断できる状況が増えるため、責任の所在が曖昧になりやすくなります。現場リーダーを軸にした統率体制と、役割の明確化が重要です。
慣れない作業による安全・品質リスク:製造現場が多能工化をためらう最大の理由がこれです。習熟が不十分な状態で担当させると、不良品の発生や最悪の場合は安全事故につながります。だからこそ、単なる経験年数や担当者の主観ではなく、スキルマップに基づいた客観的な「単独作業可(Lv.2)」の判定が不可欠です。「指導者が教えた」だけで合格とするのではなく、第三者が評価した上でLv.2と認定する仕組みが、安全・品質リスクを抑えながら多能工化を進める前提条件です。
多能工化の進め方(4ステップ)
Step1:スキルマップで現状を把握する
多能工化を「誰が・どの工程を担当できるか」の一覧がないまま始めるのは、地図なしで目的地を目指すようなものです。最初に行うべきは、対象工程のスキルをスキルマップで可視化することです。
各従業員の習熟レベルを「Lv.1:補助があればできる」「Lv.2:一人でできる(自立)」「Lv.3:他者に教えられる(指導可能)」の段階で評価し、工程ごとに自立レベル(Lv.2)以上の人員が何名いるかを一覧化します。
スキルマップによって「プレスラインのA工程はLv.2以上が8名いるが、B工程はLv.2が2名しかいない」という偏りが一目でわかります。この偏りが、多能工育成における最初の優先課題です。製造業向けスキルマップの設計方法については「製造業のスキルマップ作り方完全ガイド|項目設計・テンプレート・運用定着まで」を参照してください。
Step2:育成対象者と育成スキルを優先度順に決める
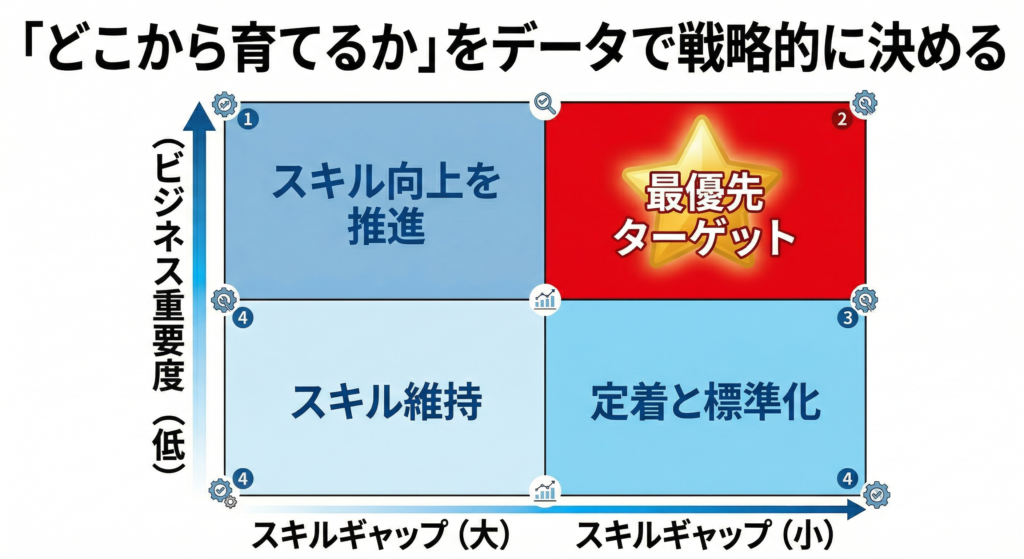
スキルマップで現状が見えたら、次は「誰に・どのスキルを・どの順番で」習得させるかを決めます。すべてのギャップを同時に埋めようとするのは現実的ではないため、以下のマトリクスで優先度を判断します。
優先度判断マトリクス
| 業務上の重要度:高 | 業務上の重要度:低 | |
|---|---|---|
| スキルギャップ:大(担当者1名のみ・退職リスクあり) | ◎ 最優先着手 | △ 計画に組み込む |
| スキルギャップ:小(複数名が習熟済み) | ○ 次フェーズで対応 | × 優先度低 |
「担当者が1名しかいない工程」「退職予定者のみが習熟しているスキル」「ISO・IATF監査で要求される力量が不足している項目」は最優先です。スキルギャップ分析の詳しい手順については「スキルギャップ分析とは?製造業での特定・解消手順と育成計画への落とし込み方」もご参照ください。
育成対象者は本人のキャリア希望や適性も考慮します。製造現場では「多能工になると仕事が増えるだけで損だ」と感じる従業員も少なくありません。スキルアップを達成した際に、手当・昇給、または希望する工程への配置検討など、本人にとって具体的なメリットを育成計画とセットで提示することが、多能工化推進と定着の最大の秘訣です。
Step3:OJT・研修計画を立て記録を残す
ギャップと優先順位が決まったら、「誰が・何を・いつまでに・どの方法で」習得するかを定めた育成計画を作成します。計画に盛り込む要素は以下の通りです。
- 対象者と担当指導者
- 習得目標スキルと到達レベル(例:Lv.1→Lv.2)
- OJTの実施スケジュールと確認回数
- 選定理由(担当者が1名のみ・退職リスク等、この人員を優先した根拠)
- 達成判定の方法(指導者とは別の第三者による実技確認)
- フォローアップ評価のタイミング(OJT完了後3か月後の再評価を推奨)
OJTでは「指導者が教えた後に第三者(班長・品質担当など)が評価する」仕組みを設けることで、ギャップが本当に解消されたかを客観的に確認できます。研修直後の理解度確認だけでなく、3か月後に現場で独力で作業できているかを再評価することが、「教えたが定着しなかった」を防ぐ構造的な対策です。この3か月後の再評価は、ISO 9001の力量管理(7.2)で求められる「教育の有効性評価」にも直結します。
育成計画の詳しい立て方については「育成計画の作り方とは?スキルマップ連携5ステップを解説」もあわせてご参照ください。
Step4:定期的な評価と更新でPDCAを回す
育成計画を実行しながら、四半期ごとにスキルマップを更新し、多能工化の進捗を組織全体で確認します。確認すべきポイントは「計画通りに育成が進んでいない工程はどこか」「新たに担当者が1名になっているリスク工程が発生していないか」の2点です。
進捗の確認は、現場リーダーと育成担当者が同じデータを見ながら意思決定できる環境を作ることで、認識のズレなく一元的な管理ができます。スキルナビでは研修・OJT・資格取得の記録がスキル項目に自動反映され、ダッシュボードで進捗をリアルタイムに確認できます。
多能工化の導入事例
株式会社星野リゾート
フロント・清掃・給仕・調理など宿泊サービス全般を担当できるスタッフを育成。業務のピーク時間に合わせて配置先を変更し、従業員が暇を持て余さない仕組みをつくりました。顧客との接点増加により会話機会が増え、要望をサービスに反映することで顧客満足度が向上。スキルを数値化した評価制度により人事評価の透明性も高めています。
トヨタホーム株式会社
住宅部材工場だけでなく、現場に出向いて作業できる人材を育成。部材製造の機械操作から住宅のインターネット回線配線まで対応できる人材を増やすことで、シーズンに合わせた柔軟な人材配置を実現しています。
ヤオコー(スーパーマーケット)
レジ業務から品出し、惣菜製造の補助まで幅広く教育。需要に合わせて柔軟に配置を変えることで業務の効率化を図り、欠員が出てもカバーできる体制を整えています。
導入時によくある失敗と対策
失敗1:社員の特性や能力を把握しないまま進める
多能工化は全員に同じように適用できるものではなく、向き・不向きがあります。スキルマップで現状を把握せずに「全員が全工程を担当できるようにする」という方針を立てると、負担が集中してモチベーションが低下します。対策:スキルマップで個人の習熟状況を把握した上で、適性と本人の希望を考慮して対象者を選定する。
失敗2:人材育成の体制が確立されていない
OJTを担当者任せにして指導品質がバラバラになると、習熟度が不十分なまま業務に就かせることになります。対策:指導者とは別の第三者が合格判定を行う評価プロセスを設け、3か月後のフォローアップ評価まで計画に組み込む。
失敗3:人事評価の基準が明確でない
新たなスキルを身につけても評価・処遇に反映されないと、従業員は「仕事が増えるだけ」と感じ、意欲が失われます。現場では「できる人間に業務が集中して損をする」という不満が根強く、これが多能工化が進まない最大の原因になることがあります。対策:習得スキルが処遇に連動する制度として、以下のような具体策を人事担当者が上層部へ提案することが有効です。
- 技能手当の導入:保有できる工程数・スキルレベルに応じて月次手当を設定する(例:Lv.2取得1工程につき月○円加算)
- 昇格要件への組み込み:一定数の工程でLv.2以上を取得していることを等級昇格の必須条件にする
- 希望配置への考慮:多能工化への貢献度を配置転換の判断材料として明示し、本人のキャリア希望と連動させる
失敗4:多能工化の目的が現場に浸透していない
管理職だけが多能工化を推進し、現場の従業員が目的を理解していないと「やらされている感」が生まれ協力が得られません。対策:導入目的・評価制度・本人へのメリットを事前に説明し、現場リーダーを設計段階から巻き込む。
失敗5:仕事量が適正を超えてしまう
能力の高い社員に業務が集中し、過剰負荷でパフォーマンスが低下・離職につながるケースがあります。対策:定期的な面談で業務負荷を確認し、育成計画に段階的な負荷設計を組み込む。
今日から始める多能工化:スタートチェックリスト
多能工化を始めるにあたって、以下の準備状況を確認してください。
- [ ] 多能工化の目的(技術継承・欠員対応・生産柔軟性など)を言語化している
- [ ] 対象工程・スキル項目のリストがある
- [ ] 各従業員の習熟レベルをスキルマップで把握している
- [ ] 優先して育成すべき工程(担当者1名・退職リスクあり)が特定できている
- [ ] 育成計画に「担当指導者」「到達目標」「達成期限」「有効性確認方法」が含まれている
- [ ] スキルアップが評価・処遇に反映される制度が整っている、またはその設計を始めている
- [ ] 四半期ごとにスキルマップを更新・レビューする運用ルールがある
チェックが少ない項目ほど、多能工化が形骸化するリスクのある箇所です。まずスキルマップの整備から着手することで、上記の多くが自然と進んでいきます。
スキルナビで多能工化を加速する
多能工化の推進には、スキルの可視化と育成記録の一元管理が欠かせません。スキルナビでは、スキルマップの構築から多能工育成の進捗管理まで一貫してサポートしています。
- ✅ スキルマップで「誰が・どの工程を・どのレベルで担当できるか」を即座に把握
- ✅ 研修・OJT記録がスキルレベルに自動反映。有効性評価の証跡が自然に蓄積
- ✅ 異動シミュレーション機能で、スキルデータを使った配置検討を画面上で実施
- ✅ 製造業特化のスキル定義テンプレートと専門コンサルタントが伴走
まずは資料請求・デモ体験から始めてみてください。
▶ 資料ダウンロード・お問い合わせはこちら スキルナビ公式サイト